不锈钢圆管「直角位」焊疤打磨抛光攻略!
不锈钢圆管「直角位」焊疤打磨抛光攻略!
日常生活中,金属器材才常见的组合方式就是焊接,虽然焊接快速且方便,但往往焊接好的金属表面会留下一道道的焊疤,变得不整洁不美观;
因此对于产品表面美观跟整洁度有一定要求的厂家,都会想方设法将焊接后产生的焊疤去除。
如何又快又好的完成焊疤的去除,就是我们今天要讨论的议题,很多客户咨询这类问题,我们今天特别针对不锈钢焊疤的去除过程中,从类型、对应的手工具设备、以及相关耗材,应该如何进行打磨抛光作详细的介绍。
不锈钢圆管「直角位」的焊疤打磨抛光

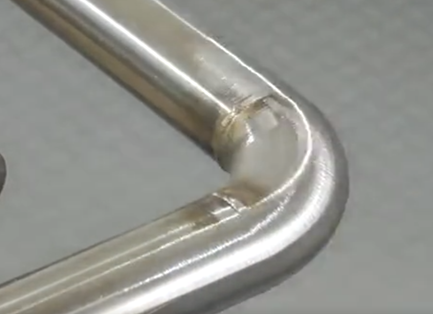
不锈钢圆管「弯角位」的焊疤打磨抛光
不锈钢方管「直角位」的焊疤打磨抛光

不锈钢方管「平面位」的焊疤打磨抛光
而我们今天这一篇文章,主要是针对【不锈钢圆管「直角位」的焊疤打磨抛光】做详述,其他类型,将在另外的独立文案中填写,有需要的可以扫描文章末端二维码联系客服索取其他方案链结。
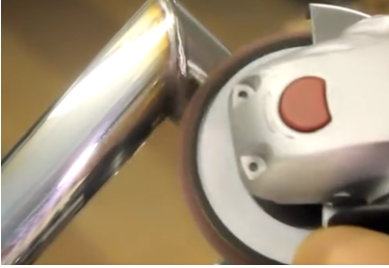
圆管「直角位」抛磨设备

由于焊接处所处的位置空间的原因,因此焊疤的去除主要以手工抛磨为主,主要使用手持式角磨机进行操作。
市售的角磨机规格很多,不同的马力、轴尺寸、连接方式、及不同转速(搭配不同抛磨耗材尺寸),以及气动和电动的差别,国外常用的规格为「4-1/2”x 7/8”」为114.3mm*22mm(轴),而国内常用的规格主要为 100mm*16mm(轴)不同。
圆管「直角位」抛磨方案
1.使用「尼龙百叶片」
使用「尼龙百叶片」或俗称「纱布百叶片」,配合角磨机,将凹凸不平的焊疤初步打磨平整。通过角磨机的高速旋转下,「尼龙百叶片」能够快速的清除焊疤。
根据实际焊疤的情况来进行作业,「尼龙百叶片」的规格可以先以#240作为起点来进行;但如果表面的焊点过大,则可以使用再粗一号的进行过粗(如果不需要此步骤可省去);最后使用#320的进行收尾,就可以基本将焊疤打磨平整。
由于「尼龙百叶片」的切削能力以及强度较大,因此使用「尼龙百叶片」进行作业要小心造成工件不可逆的过度磨削。
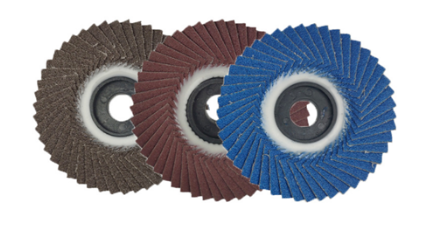
2.使用「尼龙角磨片」
使用「尼龙角磨片」轮搭配角磨机或是使用粘扣式的尼龙片搭配砂光机;对上一工序留下的划痕进行进一步的打磨细化。

由于「尼龙角磨片」这一材质的特性,具有一定的柔软度,加上表面涂覆有研磨颗粒,使其又具有一定的磨削能力,能够有效去除划痕。常见的合适规格为「2S Fine」: 2S为2: 硬度、S: 磨料碳化硅、Fine: 约#220~#240,最合适的转速,2700-5000RPM最快建议不要超过8000RPM以免有爆轮风险。

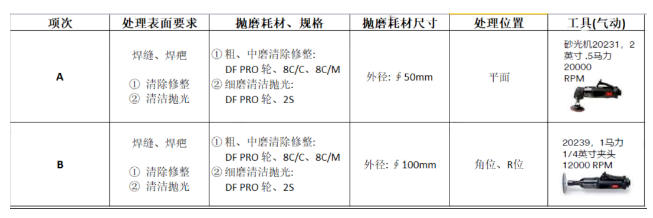
→ 以上「尼龙百叶片」+「尼龙角磨片」使用的建议,我司还有一个二合一的快速方案(如下图),气动手工具可搭配3M专用的DF-pro轮,规格8C: 粗(C/#120)、中(M/150~#180)与2S: 细(F/#220~#240),加工后的表面约#320~#400,这样就不用两种耗材,前面两道工序可以整合。但是价格稍高,客户按需选择。
3.使用「羊毛角磨片」
过砂至#400后,使用「羊毛角磨片」搭配角磨机,并配合我司不锈钢抛光绿蜡和白腊,要经粗抛轮+粗抛白蜡与细抛轮+细抛蜡(细/白蜡或绿蜡),能够快速将钢材表面打磨至镜面效果。


详细方案如下:
→DS粗抛麻轮150mm*12mm(厚)*16mm(孔)-GH处理+粗抛蜡SBA-751-2(粗白蜡)
→DC细抛布轮150mm*12mm(厚)*16mm(孔)或BC细抛斜裁轮150*16P*16mm(孔)+细抛蜡SBW-804(细白蜡)或SBG-901(细绿蜡)
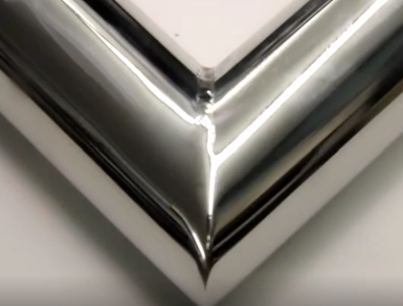
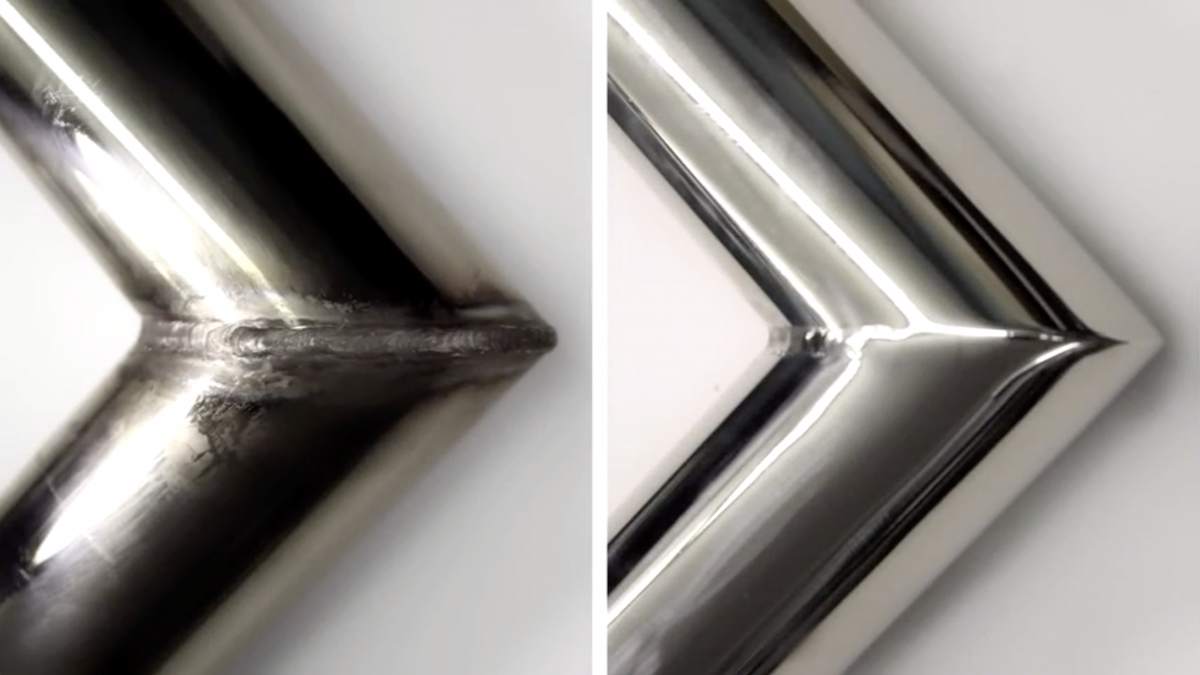
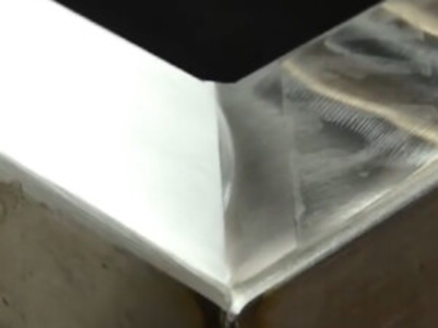
圆管「直角位」打磨抛光的效果展示
抛磨前
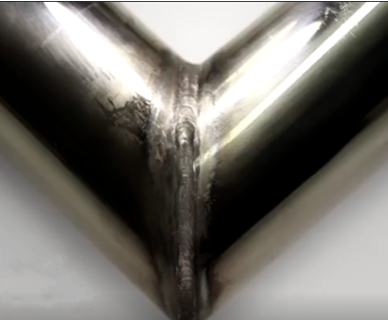
抛磨后