关于砂轮你了解多少?
关于砂轮你了解多少?

砂轮,为固结磨具的一种,是磨削加工的重要组成部分,有着不可或缺的作用;可用于硬度较高的钢材磨削,如高速钢,高碳钢,淬火钢,合金钢等;可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等。
砂轮的制作
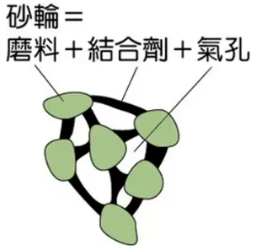
砂轮是由磨料和结合剂混合,经过压坯、干燥和烧结而制成的多孔体。
砂轮的制作包括五个步骤分别是:
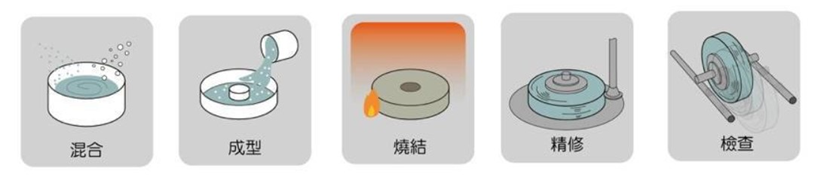
混合磨料、结合剂→压缩成型→放入窑中烧结→精修尺寸精度和形状→检查质量
砂轮的分类
按所用磨料分类
1.普通磨料刚玉和碳化硅等砂轮
2.天然磨料超硬磨料金刚石和立方氮化硼等砂轮
按结合剂分类
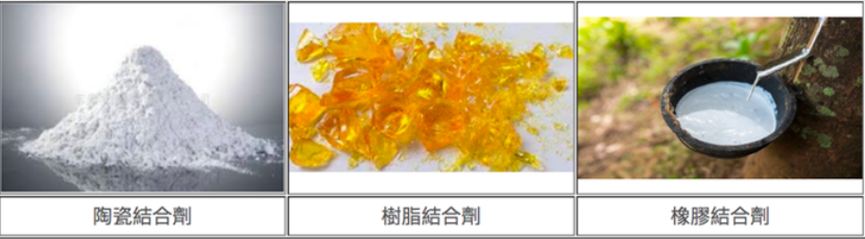
可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
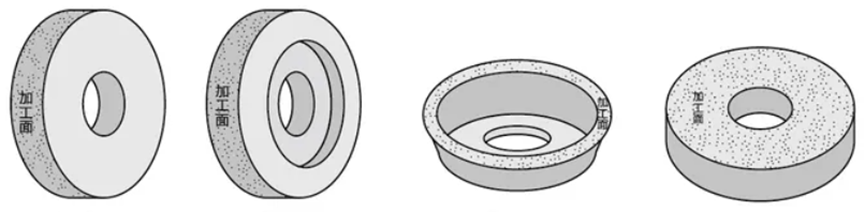
按形状分类
双面凹砂轮:PSA PSA D × H × d—2—d 1 × t 1 × t 2,应用范围为磨外圆、无心磨和刃磨刀具;
双斜边砂轮:PSX PSX D × H × d,应用范围为齿轮和螺纹的磨削;
碗形砂轮:BW BW D × H × d,应用范围为导轨磨及刃磨刀具;
筒形砂轮:N N D × H × d,应用范围为立轴端磨平面;
平形砂轮:P P D × H × d,应用范围为磨外圆、内圆、平面和无心磨等;
碟形砂轮:D D D × H × d,应用范围为刃磨刀具前面;
砂轮的选择
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
1.砂轮的材质:这主要取决于要磨削的材料种类和硬度。例如,对于钢或合金钢的研磨,通常使用氧化铝或氧化锆的砂轮;对于铸铁和非金属材料的研磨,可以选择碳化硅磨料。
2.砂轮的粒度:这主要取决于工件的表面粗糙度和磨削效率要求。粗粒度砂轮可以快速削除工件体积,适用于粗磨和软金属的磨削;细粒度砂轮可以获得更好的表面粗糙度,适用于精磨和硬金属的磨削。

3.砂轮的组织状态:紧密、中等、疏松的组织状态会影响砂轮的磨削效果和工件表面的粗糙度。通常粗磨和磨削软金属时,应选用疏松组织的砂轮;成型磨削和精密磨时,应选用较紧密组织的砂轮。

4.砂轮的形状和尺寸:根据磨床条件和工件形状来选择合适的砂轮形状和尺寸,以提高砂轮的线速度、生产率和工件表面质量。
5.砂轮的结合剂:陶瓷结合剂砂轮硬度高、耐磨性好,适用于磨削硬质合金等高硬度材料;树脂结合剂砂轮强度高、耐冲击,适用于磨削钢材等韧性材料;橡胶结合剂砂轮弹性好,适用于磨削有色金属等软材料。
在选择砂轮时,还需注意安全问题,避免选择存在裂纹、磨损严重或不符合安全标准的砂轮。,使用时需要保持通风良好等。另外砂轮的更换十分麻烦,非必需时,只要机床上现有的砂轮大致符合磨削要求,就不必更换,而是通过适当地修整砂轮,选用合适的磨削用量来满足加工要求。