浅谈布轮抛光
浅谈布轮抛光

在所有的研磨和抛光方法中,布轮抛光是一种神奇的存在。 今天我们打算介绍了这种不同寻常的抛光方法,并讨论实务上的操作模式。
什么是布轮抛光
布轮抛光是一种透过高速旋转的抛光布轮,去沾取研磨浆料,在工件表面借助摩擦生热,工件表面硬度会在一定程度下暂时下降,并趁此时施加压力以大幅降低工件表面粗糙度的一种抛光手法。虽然很传统,但是很有效且节约,主要用于金属材料。
布轮抛光技术如果用八个字去叙述,那便会是如下:
「摩擦生热、塑性变形」
「摩擦生热」这部分就不需要解释啦,需要解释的通常是「塑性变形」这个部分,拿每个人小时候玩过的黏土来举例吧,黏土是一种可以轻易透过对其表面施加压力达到自在塑造形状目的的材料,这样的特性称之为「塑性」。(塑造)塑性良好的材料可以轻松的塑造成各种形状。由于把粗糙表面变得光滑的过程也属于是改变形状的一种,因此这样的特性也被人们利用到抛光方面。
那为什么要「摩擦生热」呢?
金属材料与热塑性塑料只有在温度较高时,硬度才会较低,塑性也会更好。因此为了让材料能够顺利透过施加外力改变工件表面形状,所以借助摩擦生热的方式来让材料暂时性的降低硬度,同时使其塑性变好。如果一切顺利的话,可以看到如下的如同黏土般的轻松改变金属形状的过程。在硬度较低的软金属上甚至可以像黏土一样把其推来推去。
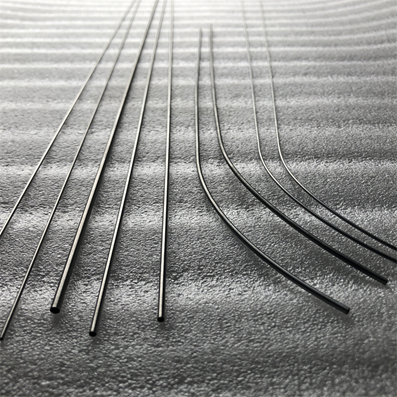
下图是在铝合金表面带有用一字螺丝刀敲出的伤痕,以及两侧3mm钻头钻出的盲孔。

如果你仍然不明白,那可以试想一下路边铺设沥青时的场景,因为沥青也是一种能够随着温度的升高,硬度会降低的材料。
关于抛光机
何为“抛光机”?
所谓的抛光机基本上是一台电机,然后将抛光轮固定在电机主轴上旋转,其实抛光机和砂光机没有太大区别,已经有砂光机的朋友可以直接安装合适尺寸的抛光轮。如果你想买一台抛光机,试着选择轴越长越好。轴心短的抛光机或一般砂光机若是抛体积大的工件可能因为会撞击马达外壳而难以使用。(可操作空间太小)
通常,抛光车间使用的抛光机是落地式的,它通过皮带驱动一根如同球棒一样粗的轴心,并在与此粗轴匹配的抛光轮中心开一个大孔。而一般场合的抛光机就是一个马达轴心直出固定抛光轮,另外由于抛光时会用力把工件往轮摩擦,所以抛光机一定要稳固的固定在地面或工作台。

在使用抛光机方面有什么需要注意的?
需要注意的是,砂光机轴心与砂轮的洞以及抛光机轴心与抛光轮的洞并不是只有单一尺寸,但是原则上都是常规尺寸,所以软的抛光轮可以把洞挖大,洞太大可以在轴心加套管。(但是硬的砂轮当然无法把洞挖大)
选择抛光机需要注重哪一方面呢?
抛光机最重要的是「功率」(也就是俗称马力),由于抛光时必须用力把工件摩擦抛光轮, 所以功率越强的马达就可以对付硬度越高的金属材料(当然还是有极限),功率太低的马达恐怕在产生足够的塑性变形之前就因为转速下降继电器跳开而无法继续下去了。
以实务来说,若是要抛软金属如铜、铝合金以及其他硬度更低的金属,大约0.5HP的抛光机就足够了,但是若要处理钢铁等等硬金属的话,至少必须有1HP(这是最低极限)到2HP左右会比较够用。
当然了,标准答案就是功率越大越好。
抛光机如何固定抛光轮?
抛光机固定抛光轮的方式常见有两种,一种是俗称「老鼠尾」带螺牙的锥形套,好处是不用管洞的尺寸直接套上去,坏处是很用力抛光时很可能会出现滑牙的情况,所以还是以螺帽对锁的方式比较安全,只是换装抛光轮时稍微麻烦一点。
由于抛光时会产生大量粉尘,很多抛光匠人会利用纸板制作适当的挡板。
关于抛光轮
抛光轮是各种布料或纤维组成的一种磨轮,它与一般常见的研磨抛光用途的各种磨轮不同的是,抛光轮自身完全不带有任何研磨料,所以抛光轮本身不具有任何研磨抛光的效果。
抛光轮在实际使用上最重要的是它的「硬度」和「密度」,由于抛光轮旋转时会因为离心力而变的硬挺,当用外物磨擦时的抵抗力就是所谓的「硬度」。
硬度高的布轮等同于用力将砂纸抵住工件表面来研磨,硬度低的布轮等同于用轻微的力道来研磨。 所以相同布料的抛光布轮的车缝线的密度多寡会影响硬度,另外也可以把车缝线拆掉一部分来制造较软版本的布轮。
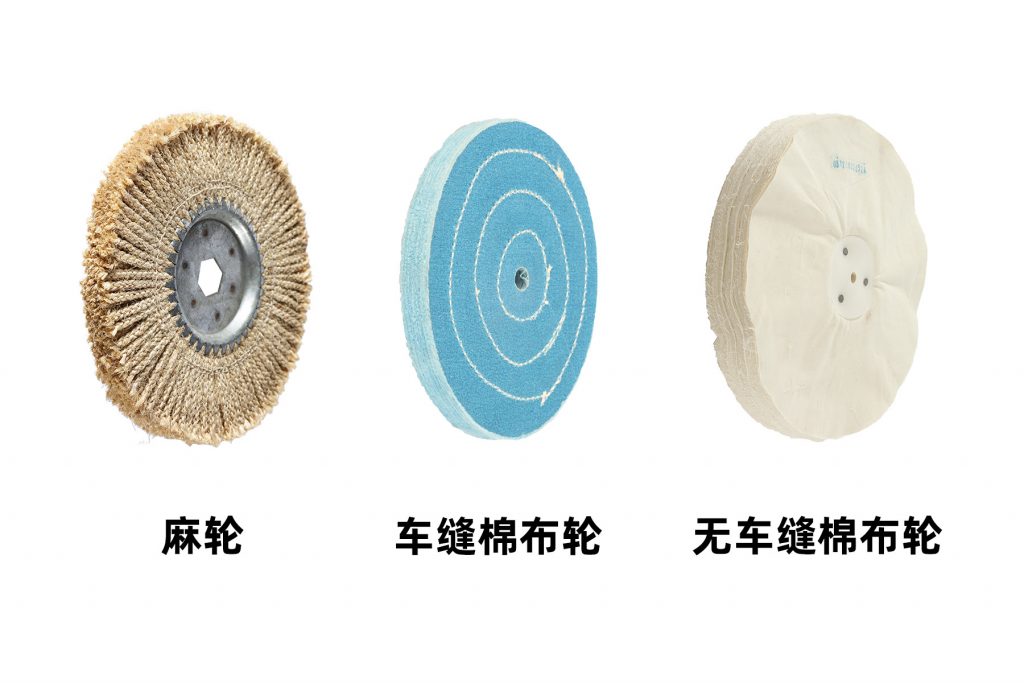
对于一些完全没有概念的人,你可以选择以下不同硬度的布轮,形成一套完整的“粗、中、细”。从高硬度到低硬度,依次为 : 平面麻轮、车缝线平面布轮和无车缝平面布轮。
虽然有些布轮是以纤维较细的例如羊毛纤维构成的,但是纤维的粗细与布轮整体的结构硬度无关,不要因为看到是羊毛构成的就一厢情愿的以为是用于较细的抛光场合,完全实心的羊毛轮几乎与麻轮一样硬的。
最后,新的布轮在使用前通常要用布轮整理器破坏摩擦面让纤维起毛,同时在使用中若是出现太长而不断甩出的长线条就要修剪掉。
理论上来说一个布轮只能固定搭配一个抛光蜡,不能把同一个布轮拿去沾不同粗细的抛光蜡(顶多由细到粗),但是有时实务上很难避免,所以…….请自行决定,对品质要求高的建议还是专轮专用。
关于抛光蜡
拋光蜡其中的研磨料會因為與工件表面的高速摩擦而生熱,所以雖然磨料本身也會有對工件的切削能力,但是由於油土中的研磨料尺度都很細微,所以能夠產生的研磨效果非常有限,基本上最好视为是用來制造摩擦生熱的工具来理解会比较正确。
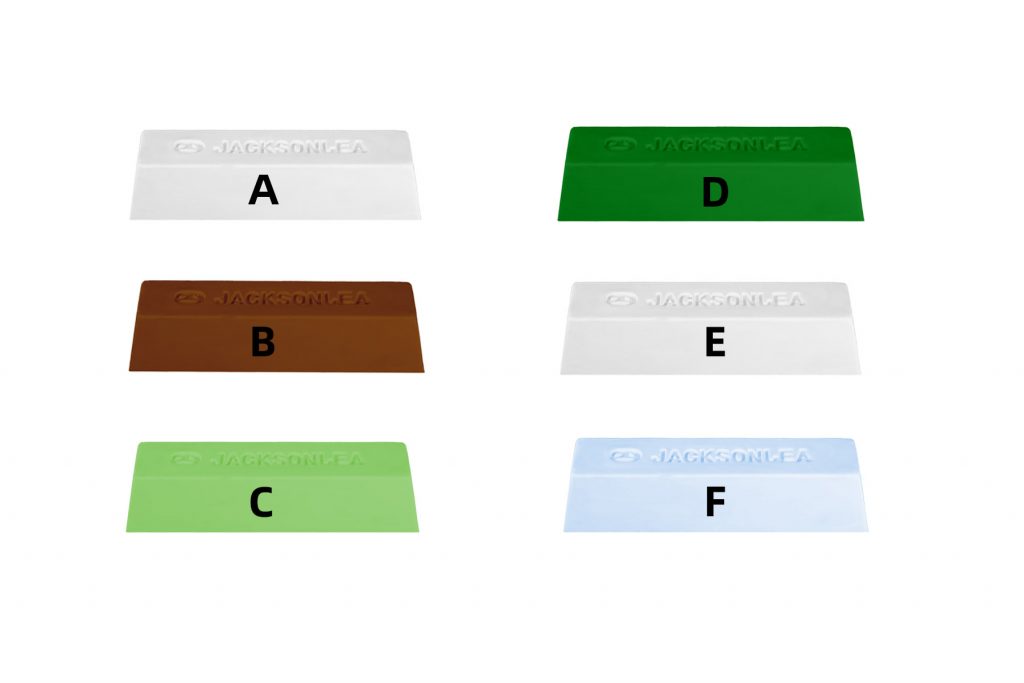
以中国来说,在大型五金店,比较容易找到的是杰利信所推出的一系列抛光蜡,所以若是没概念的朋友建议就买这个,下图中从「粗到细」就是:ABCDEF,建议可以购入ADF或ACDE。 抛光蜡与布轮的搭配与一般研磨场合一样,粗的磨料配重的力道,细的磨料配轻的力道,所以抛光轮的软硬与抛光蜡的粗细是互相搭配的。
另外,为了作为参考,根据自身实际的使用经验来判断,上图中的A白棒的研磨料粗细大约等于#3000左右,D绿棒约#6000,而蓝棒约#12000,以上可以当成是与其他形式研磨工具相配合时的参考。
抛光蜡中的研磨料虽然有特定的粗细,但是由于一个抛光蜡所能产生的效果可以在一个很大的范围内变化,所以我们基本上不会标示抛光蜡的粗细番号,在这样的情况下,最准确的判断方式就是实际拿来磨磨看,能够产生越大破坏力的当然就是越粗的抛光蜡。
在未花钱买的前提下,大致上有以下几种不绝对正确但可以参考的分辨粗细的方法:
1.包装量越大的(大条)油土通常算是粗的,因为所有研磨抛光耗材都是越粗的使用量越大。
2.单价越高(通常也越小条)的越细,因为越细的研磨料生产成本越高。

同一厂牌的不同粗细的抛光会以不同颜色来区分,但是由于全世界不是只有一家制造商,所以千万不要很天真的以为看到相同颜色的油土就以为是相同的粗细,何况抛光蜡颜色与粗细原本就没有全球统一的标准。
虽然抛光蜡以颜色区分粗细,但是光就上图中就可以看见两组不同粗细的同厂牌抛光蜡竟然被染成相同的颜色,所以一般习惯以绿土、绿棒、白土、白棒等来称呼,实际上是一团混乱。
给初学者的搭配建议:若是抛光软金属可以是 粗磨(牛仔布轮或兵布轮配B黄土)➔ 中磨(车缝平面布轮配D绿棒)➔ 细磨(无车缝平面布轮配C-26P)
若是抛光硬金属的话,在上述建议之前再加一道更粗的麻轮配A白土。
基本上什么硬度的抛光布轮要搭配什么粗细的抛光蜡是完全自由的,再加上工件摩擦布轮的力道可以(靠你的双手)在很大范围上做变化,所以根据布轮抛光的原理也就是「摩擦生热塑性变形」这个原则做相应的调整就行了,不用太拘泥于寻找"正确"的搭配。
好物介绍
起毛器(布轮整理器):
清理布轮表面抛光蜡的工具,也可以用大只锉刀代替,但是请不要以为这个工具真的有能力把布轮上的所有异物彻底清除。

抛光操作者
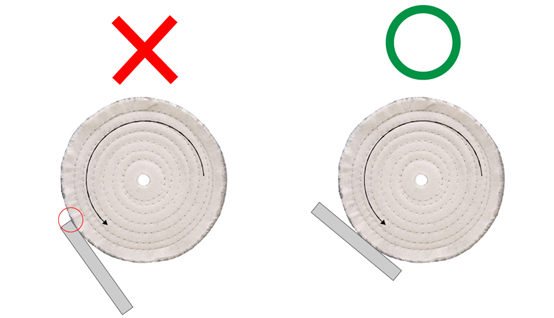
在抛光安全方面,初学者通常会犯的最危险的错误就是让布轮磨到边缘(角和锐边)而弹射出去,轻则损坏工件,重则造成人员伤亡。
下图说明了所谓边缘的含义。
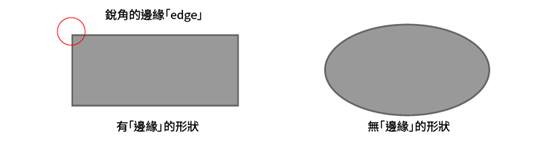
一旦工件自身一侧的边缘接触到布轮,布轮会产生撞击力作用在工件的侧边上形成一个撞击同时扭转的力,基本上等同于棒球投球机,所以极度危险。
此外,由于摩擦产生的热量,可能还需要隔热手套。其中,硅胶隔热手套是性价比最好的,缺点是烘培用途,所以很宽松不紧贴。

专业抛光车间通常会设置一套类似中央空调布局的大型除尘设备,通过风管连接到每个工作区域。当然,业余场合没有这样的配置,所以要找到全套的防护设备来保护自己。
如果可以,尽量包裹所有裸露的皮肤部位,尤其是面部。
另外需要小心的是,抛光蜡的主要成分是蜡,而不是油脂,所以一般的清洁剂、肥皂等完全没有用处,只能用一些溶剂擦除,如脱脂剂等,我司有多种脱脂剂可供选择,另外开一篇文章去具体叙述。
实际操作模式和原理
基本上就是用布轮沾(磨)抛光蜡然后摩擦工件表面,在过程中一边抛一般用眼睛观察工件表面是否有那里不足的再允以补足,沾一下抛光蜡抛个两三下,再沾一下抛光蜡再来两三下,如此直到整个表面成为光滑镜面为止。
值得注意的是布轮抛光制造光滑镜面的过程与传统的研磨抛光并不相同,传统研磨抛光的场合是透过从粗到细的过程,慢慢改变素材表面从粗糙到平滑以至于镜面的一种逐渐转换的过程。
而布轮抛光却是一开始最粗磨的阶段就已经将工件表面转变成镜面了,后面的其他阶段只是用来把最粗抛光蜡所制造出来的研磨痕替换成尺度更小的研磨痕,如此继续下去直到满意为止。

如果你是完全没概念的初学者或者遇到一个没抛过的材料,可以试着做下面这样的实验:将抛光机装上你现有最硬的抛光轮,沾上你手上最粗的抛光蜡,然后用力把工件摩擦抛光轮直到马达停止转动继电器跳开为止,然后观察一下工件被磨出来的塑性变形的程度大概有多少,这就是你目前手上所有的组合能够制造出来破坏力最强的现况了,国外很多视频,工匠在抛的时候,连膝盖都用上了。
如果产生的塑性变形程度不足够的话,你有下列这几种选择~
1.换功率更高的抛光机。
2.寻找硬度更高的抛光轮。
3.寻找更粗的抛光蜡。
4.放弃。
油土中的研磨料具有如同一般研磨工具所具有的切削能力,同时又能够透过摩擦生热来在素材上制造塑性变形,所以如果条件许可的情况下,永远都是优先透过制造塑性变形来得到镜面为优先选项。
在某些情况下,无法透过制造塑性变形来得到镜面,这时就只能将布轮抛光当成一般的研磨抛光手段来使用了。
例如:抛光机功率太小,还没产生足够的塑性变形继电器就先跳开了,所以只好将布轮抛光当成一般研磨工具轻轻的磨,像用功率极小的平面砂光机就算是在硬金属的黑铁管上是无法创造出什么塑性变形现象的。
例如:工件太脆弱,不允许用力摩擦抛光轮,所以也只能轻轻的磨,像下图这样。
将布轮抛光作为一般的研磨和抛光工具(无塑性变形)并没有错。但是,如果条件允许,最好制造塑性变形,因为这是布轮抛光的强度,也是获得无暇镜面的最快方法。