曝光!关于水龙头的历练路程!
曝光!关于水龙头的历练路程!

水龙头是家居装修中必不可少的厨卫用品,任何一个家庭每天都少不了用水,总要与小小的水龙头进行频繁的亲密接触。然而正是这么一个频繁使用但常常会被忽略掉的水龙头,其所蕴含的工艺却不简单。
每一个水龙头从无到有,中间的环节都不能忽视,都需经铸造—机加工—抛光—电镀等工序后才能制造出一个成品水龙头。下面就带大家简单了解一下水龙头的生产工艺。
水龙头的铸造工序
铸造是指用熔融的合金材料制作产品的方法,将液态合金注入预先制备好的铸型中,使之冷却、凝固,而获得所要求的形状重量的毛坯或零件。水龙头的基本外壳就是经铸造后形成的。
水龙头的机加工工序

机加工是指采用金属切削加工车、铣、钻、刨、磨、镗等机床对工件进行各种切削加工,使 工件达到所要的尺寸精度和形状位置精度及满足图样要求。水龙头铸造后需经机加工处理,以确保加工尺寸的精度及加工面的光洁度,产品的密封性能及耐用性能。同时加工完的水龙头外壳需要100%试气检验,漏气的一律报废回炉。
水龙头抛光加工工艺
抛光是使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。抛光是很重要的一步,它关乎水龙头表面平整度和光洁度。
不同材质的水龙头需要定制不同的抛光方案。江门杰利信抛磨有限公司在抛光等表面处理技术中使用的是百年历史的JacksonLea品牌技术,我们长期为客户提供各种表面处理方案与高性能材料。如果有任何需求,欢迎与我们联系。
下面是杰利信公司对水龙头中常见的铜、不锈钢材质给出的抛光方案:
(抛光环节中所需抛光材料可直接使用杰利信JacksonLea的产品)

铜材质抛光:
首先采用#80砂带对铜质水龙头进行粗磨加工,去掉表面的粗糙面和坑洼,再依次用#180、#320砂带进行中磨,把表面磨细和修整外形轮廓;接下来依次用#400、#500砂带进行第三次磨削,使表面趋于较理想外观和线条清晰、结构匀称。紧接着用#600砂带进行精加工,使表面达到理想外观轮廓,表面已无明显砂眼、气孔缺陷。最后用抛光布轮BC-#47A搭配抛光浆18KR2(黄)对水龙头进行抛光,就可以达到良好的镜面效果。
不锈钢材质:
依次用#80-#180-#320-#400-#500-#600砂带对不锈钢质水龙头进行粗磨加工,使表面无明显砂眼、气孔缺陷。接着分别用抛光麻轮OS和粗抛布轮BC #51搭配抛光白浆227H进行抛光,处理残留的打磨痕迹,提高表面平整度和光泽度。然后用中抛布轮BC #03进行抛光,进一步提高表面平整度和光泽度。最后用细抛布轮BC #37A进行收光,形成良好的镜面效果。
水龙头的电镀工艺
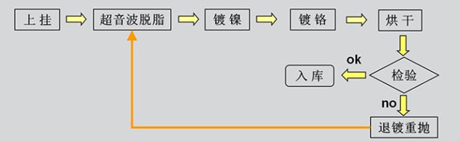
电镀是利用电解原理在金属表面镀上一层金属或合金从而起到防锈蚀,提高耐磨性的工艺。电镀有各种工艺,也有各种颜色,水龙头常见的银色就是镀了镍和铬。
经上述工序处理后,再经组装,一个成品水龙头就制作完成了。
以上图片均源自网络